Engineered for dynamic support, rapid deployment, and optimized therapeutic results.
An authoritative analysis of polymer substrates, adhesive performance, procurement landscapes, and future clinical requirements.
The global demand for specialized wound care and orthopedic stabilization has catalyzed substantial innovation in technical textiles. Among these, the hand tearable cohesive bandage occupies a unique segment. By combining structural elastic yarns with selective adhesive technologies, manufacturers have eliminated the operational dependency on cutting tools. This provides crucial safety advantages in field medicine, veterinary practice, and high-intensity athletics.
Historically, cohesive tapes relied on heavy latex formulations that deteriorated rapidly in changing temperatures and triggered hypersensitivity. Modern material engineering now leverages latex-free synthetic polymer compounds and hot-melt pressure-sensitive adhesives (HMPSA). This shift has allowed manufacturers to deliver consistent unwind tension, targeted tensile resistance, and clean transverse hand-tearing, establishing new benchmarks for clinical workflow efficiency.
Optimizing Total Cost of Ownership (TCO) in medical tapes requires evaluating adhesive aging profiles, moisture vapor transmission rates (MVTR), and tensile-to-tear ratios. Standardizing on high-grade non-woven fabrics combined with hypoallergenic synthetics reduces patient skin irritation and limits product waste in clinical settings.
The procurement landscape for cohesive bandages and surgical tapes is shifting from transactional, price-driven bidding to strategic partnerships. Health systems, major retail chains, and sports organizations require robust quality management systems (QMS) and predictable supply lines to prevent stock shortages.
When selecting an OEM partner, procurement teams evaluate several key parameters:
Understanding the balance of polymer selection and physical construction is essential for developing high-performance surgical and athletic tapes:
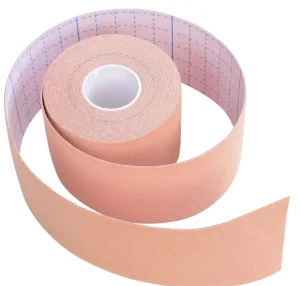
Using premium non-woven fabrics or high-twist cotton yarns allows for easy tearing along straight fiber lines. Precise micro-perforations are added to ensure clean cross-directional tears without fraying.
We utilize advanced medical-grade acrylic and synthetic hot-melt adhesives. These systems provide high initial tack and steady peel adhesion while remaining easy to remove cleanly from skin or hair.
Integrating high-elongation polyurethane threads provides uniform compression. The bandages maintain their grip under load and adapt well to joint movements without slipping.
Modern cohesive bandages must maintain balanced shear strength, peel adhesion, and cohesion. In medical applications, the bandage must stick firmly to itself (cohesion) without sticking to skin, hair, or clothing (adhesion), reducing pain during dressing changes and preventing skin damage in pediatric and geriatric care.
Precision manufacturing, advanced healthcare technology, and reliable global distribution.
Jiangsu Gohesa Medical Supplies Co., Ltd. is a healthcare manufacturer that develops personalized healthcare products. Focusing on the healthcare field, we provide professional care solutions for customers in the fields of sports, medical, personal daily use, animal health, tattoo, beauty, and so on. We are committed to making everyone in the world enjoy a healthy and interesting life with technology and innovation.
From clinical wound care to high-performance sports therapy and veterinary medicine.

 Health and Nursing Care
Health and Nursing Care
Clinical-grade support tapes designed for delicate skin, post-operative fixation, and chronic wound management.
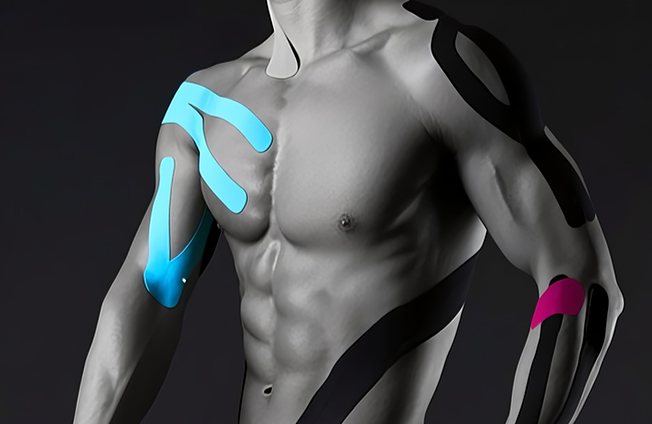
 Professional Sports
Professional Sports
High-tension strapping tapes providing muscle support, joint stabilization, and motion restriction for athletes.

 Pet Health
Pet Health
Self-adhering veterinary wraps that do not stick to fur, ideal for companion animals, livestock, and equine care.

 Semi Products & Raw Material
Semi Products & Raw Material
Jumbo rolls, raw substrate fabrics, and specialty adhesives for local conversion and customization markets.
Delivering consistent value to diverse international markets.
Providing certified products and dependable distribution to offline hospitals, retail pharmacies, and digital healthcare platforms.
Supplying high-performance support tapes, cohesive bandages, and physical therapy solutions to professional teams and sporting events.
Delivering custom-packaged consumer first-aid solutions, private-label packaging, and shelf-ready displays to international retail chains.
Exporting medical devices requires strict compliance with varying regional regulations. Modern adhesive tapes must meet strict biocompatibility standards before clinical use. The key testing requirements include:
As the healthcare industry shifts toward sustainable practices, the development of eco-friendly medical consumables has accelerated. Jiangsu Gohesa Medical is focusing on key development paths for the next generation of cohesive bandages:
Technical and regulatory insights for professional buyers and medical distributors.
Complete healthcare, athletic, and protective gear solutions for international markets.